企业动态
企业动态
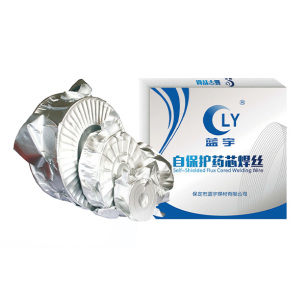
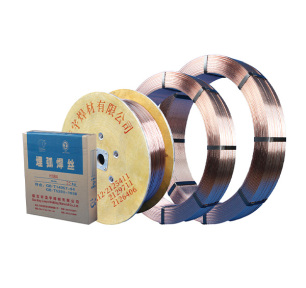
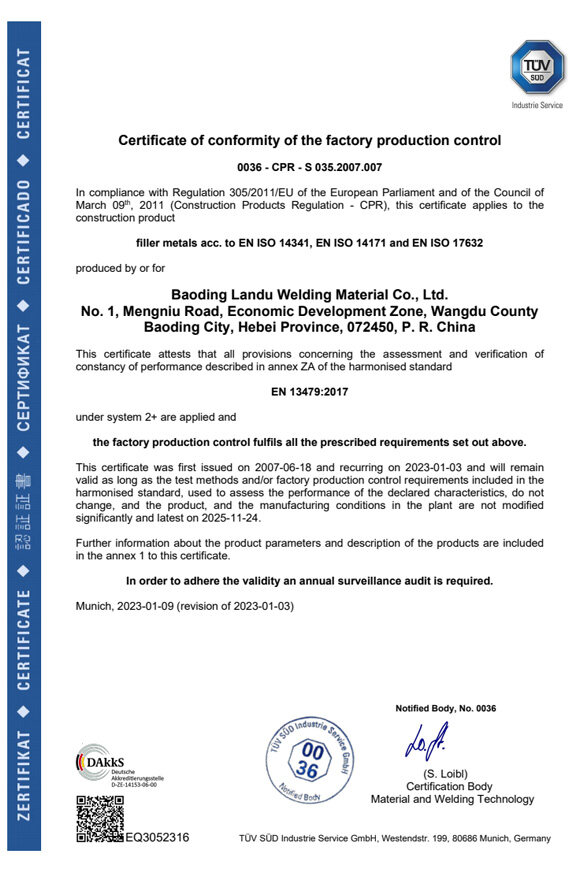
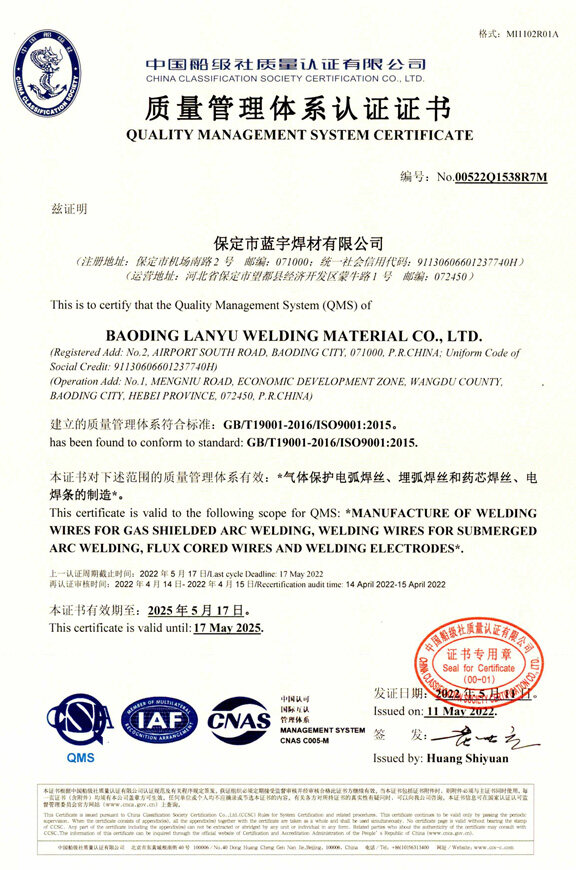
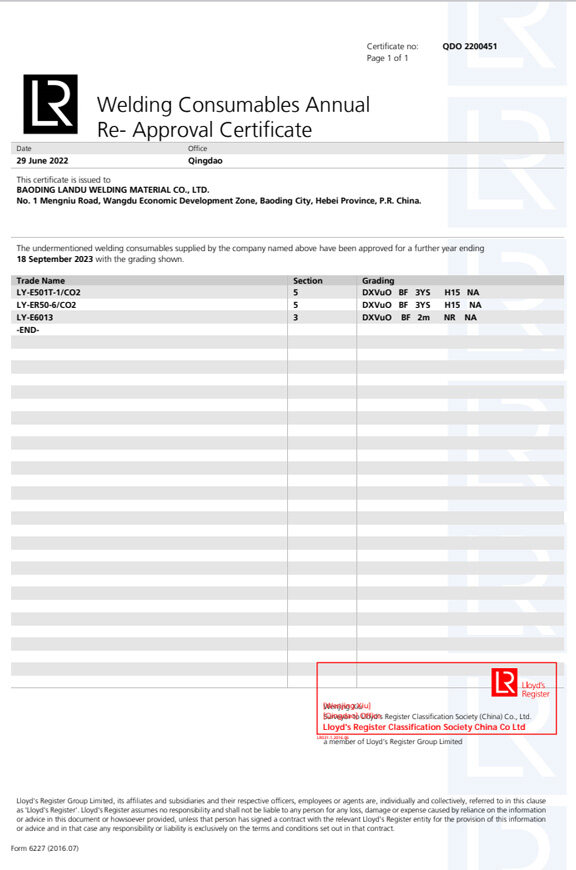
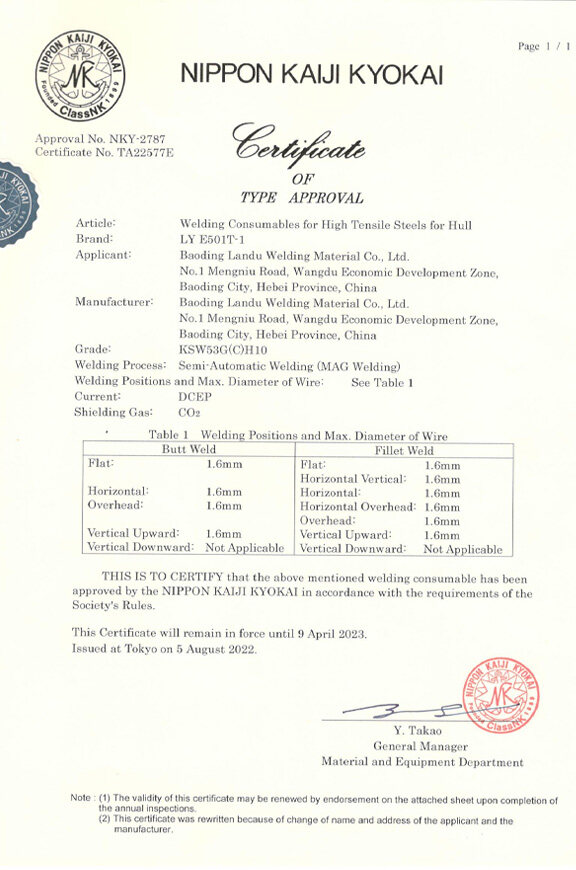
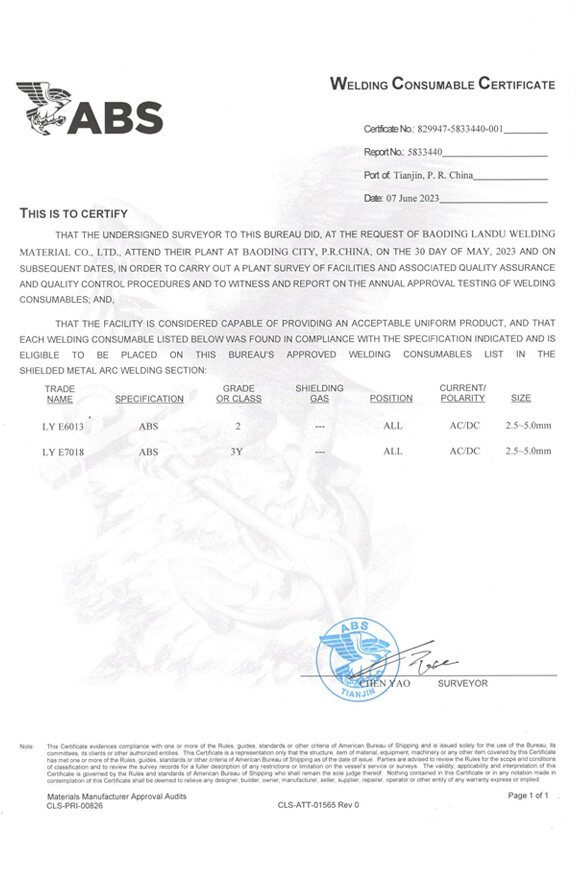
公司主要产品包括CO2气保焊丝、药芯焊丝、自保护药芯焊丝、埋弧焊丝、氩弧焊丝、不锈钢焊丝、特种焊条等系列焊接材料。我公司通过ISO9001质量体系认证,公司产品取得了中国、美国、英国、法国、德国、挪威、日本、韩国等国家船级社认证,欧盟TUV、CE、DB认证等。产品出口欧洲、美洲、非洲、中东和东南亚等多个国家和地区。本公司产品广泛应用于船舶、车辆、集装箱、桥梁、压力容器及金属结构等重要工程项目。欢迎国内外朋友前来交流合作。










 内销电话:0312-2125411 / 8929298 / 8929187
内销电话:0312-2125411 / 8929298 / 8929187
 出口电话:0312-8929136 邮箱:lanyu@lanyuhc.com
出口电话:0312-8929136 邮箱:lanyu@lanyuhc.com
 公司地址:河北省保定市望都县经济开发区蒙牛路1号
公司地址:河北省保定市望都县经济开发区蒙牛路1号
 进入手机站
进入手机站